How a Cobb Tester Can Reduce Paper Quality Testing Errors by 85% and Improve Your Business Operations
Gaurav Malhotra
11-11-2024
The most critical aspect of paper production that manufacturers need to monitor is the water absorption ability of the paper, which directly affects its usability in various applications. Whether you are producing packaging material, printing paper, or even speciality papers for the medical or food industries, controlling moisture content is critical. Inconsistent water absorption can lead to product failures, production delays, and wastage of resources. So, how do you ensure that your paper is always up to standard? It's in precise testing by the use of a Cobb Tester.
The Cobb Tester is an instrument that can measure the water absorption or "Cobb value" of paper and cardboard materials. This simple, yet highly effective tool will allow manufacturers to accurately determine the water resistance of paper products, improving quality control, reducing the number of errors during production, and saving massive amounts. In this blog, we're going to explain how the Cobb Tester can enhance the accuracy of your paper quality measurements by as much as 85%, saving you time and money.
The Problem: Inconsistent Water Absorption in Paper Production
The perhaps most valued property, which is water absorption-also the Cobb value especially for areas where wetting can get in close contact with these papers due to their application sites, namely food packaging; tissue; and many more like similar absorbable materials, is measured for what amount of a paper specimen that can take by water uptake within an applicable time, though it varies significantly less than one up to 70 s. That applied standard time under basic conditions usually utilized as a premise is in 60 seconds. High-value Cobb means too much absorption of the paper by water. Its material will weaken, therefore, and reduce durability as well. On the contrary, a low Cobb value depicts insufficient retention of moisture inside the paper, thus potentially affecting the quality and also the performance of the finished product.
Testing the correct Cobb value is difficult, not to mention that there are not many good testing tools available for paper. This would lead to inaccurate testing or, worse still, variation from batch to batch, meaning defective products, production delays, and sometimes even customer complaints. Results often mean wasted time, wasted resources, and a heavy financial loss.
This calls for an instrument that is efficient, user-friendly, and accurate to calculate the Cobb values in case of testing. That's when the Cobb Tester serves the purpose: an overly efficient tool to make certain that your paper products achieve exact moisture absorption requirements, enhancing quality overall and operational inefficiencies.
The Cobb Tester: Solution to Water Absorption Testing
Cobb Tester is a very valuable tool for any paper manufacturer and quality controller. It can measure the amount of water a paper or cardboard sample takes under controlled conditions so the manufacturers can determine the Cobb value. Such a simple yet highly effective test makes all the difference between sub-standard products and high-quality papers that meet customer expectations.
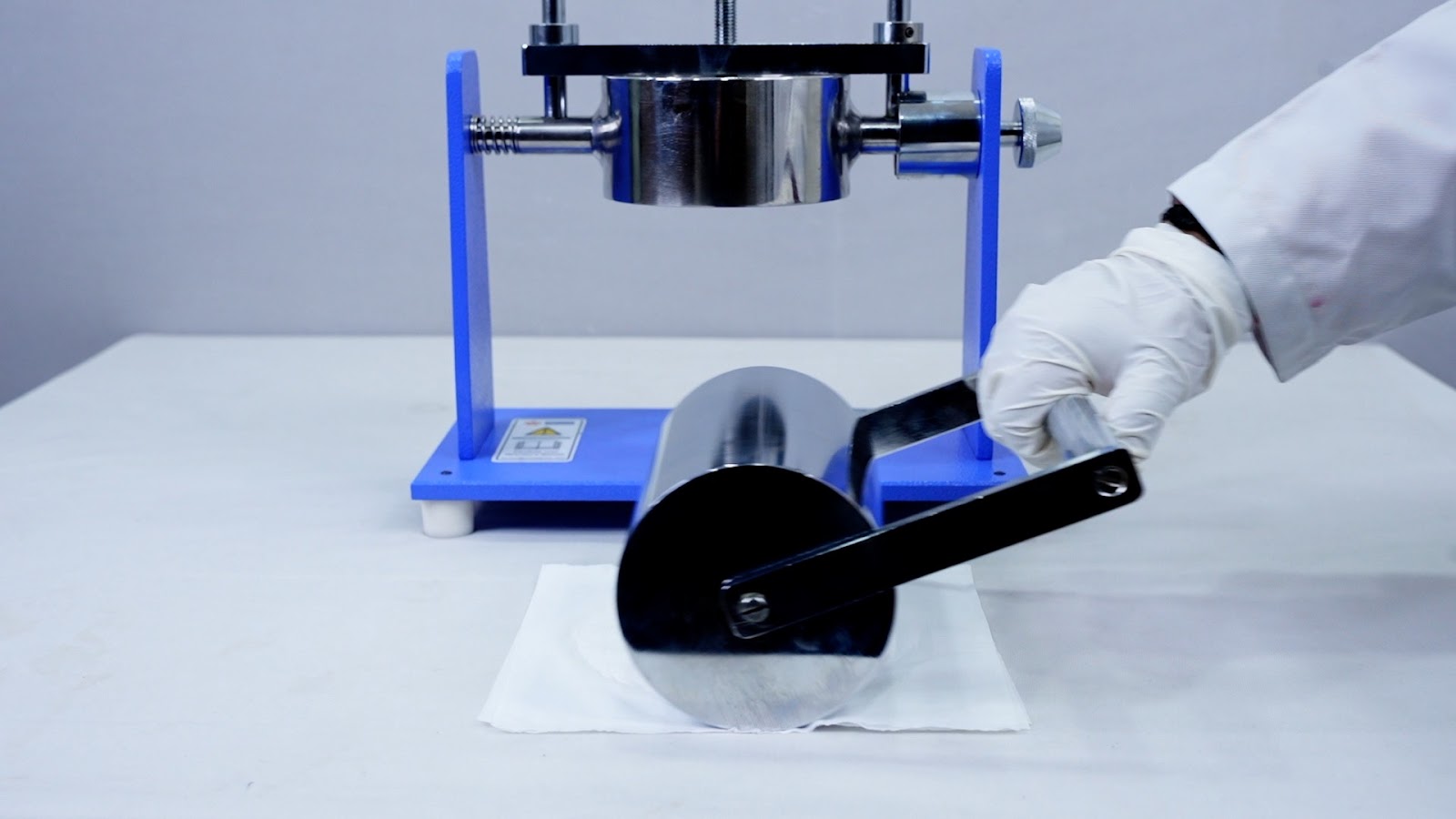
The Cobb tester for paper works by applying a predetermined quantity of water to the surface of a paper sample for a set time, usually one minute, and then measuring how much water is absorbed. The tester gives an accurate reading of this absorption, which ensures that the paper's water resistance falls within the desired range for the intended application.
In a quality control process, the use of a Cobb Tester will present the following benefits to the manufacturers:
- Every test carried out is precise and consistentConsistency in the products; every batch must be of the same quality
- Less defective products hence fewer returns and complaints
- Greater customer satisfaction; with constant quality and reliability, customers tend to believe in the brand
- Production efficiency as the detection of deviation from the required Cobb value takes much less time.
- Considering these benefits, let us now know why Presto is your quality instrument choice in reliable testing Cobb.
Why Presto: Excellence and Authority with Quality Control Instruments
Companies are now relying on Presto's products to be able to ensure that their materials meet international quality standards and compliance standards. Whether the enhancement of paper quality, durability of the packaging material, or adherence to the surface coating is desired, instruments like the Cobb tester for paper from Presto deliver repetition and reproducibility with minimal effort.
No exception is the Presto Cobb testers, developed with advanced technology. With it, you can ensure proper measurement of water absorption of paper products, therefore giving you an enhanced quality control process and reducing your defects or failures in the product.
Technical Specifications of the Presto Cobb Tester
Understanding the Cobb Tester specifications is important to know how it can be useful in enhancing your paper quality testing. Here are some of the key features of Presto's Cobb Tester:
Sample Diameter: 130 mm (approx)
Depth of cylinder: 60 mm
Diameter of Cylinder: 112mm
Diameter of rubber pad: 145 mm
Water level indicator in the cylinder: 10 mm and 25 mm
Weight of roller: 10 kg (approx.)
Placement of machine: Bench Model
Two Water Level Indicators in Cylinder: 10mm and 25mm
Made with standards: TAPPI – T441, IS 1060
Cobb tester price
The Cobb tester price can be very different as per the model you want, based on its features and capabilities. You may expect an average cost ranging from Rs55,000 to Rs1,50,000 INR for a premium Cobb Tester by Presto. This may include the tester itself as well as the accompanying accessories which could include a water reservoir, sample holders, calibration weights, and more. It can also include warranty and after-sales support, which is very important to maintaining the accuracy and reliability of the instrument.
This is a big investment, but do not forget the long-term savings and benefits of using a Cobb Tester. Your company will save costs related to returns, rework, and material waste due to better accuracy, fewer defective products, and improved quality control.
Save money, save time and resources through a Cobb Tester
Invest in a Cobb Tester and reap numerous benefits for your operation:
Money Saved: It would help in less wastage associated with defects hence cutting down the cost for failures. Suppose your product is having each failure incur a waste and rework cost of Rs20,000 to your company and you save only 5 failures a month through the Cobb Tester. The amount saved by the Cobb Tester is Rs1,00,000 in one year.
Time Saved: With the ease of use and rapid testing of the Cobb Tester, you are able to perform more tests in less time. This is what boosts efficiency in the quality control process and prevents production delays. Just imagine cutting 2 hours from your daily quality testing cycle that may translate into hours of operational time savings throughout the year.
Resources Saved: You save raw materials as you ensure your paper products have the optimal Cobb value, thus preventing unnecessary overuse of paper and water. It, therefore, reduces energy usage, making your operations more eco-friendly.
FAQs About Cobb Testing
1. What is a Cobb Tester?
A Cobb Tester is one of the instruments that would be used to determine a water absorption rate or, more commonly, the Cobb value of any paper or cardboard material. The Cobb value measures just how much water a specific sample of paper can take within a given time interval, usually 60 seconds.
2. How is the Cobb Value Tested?
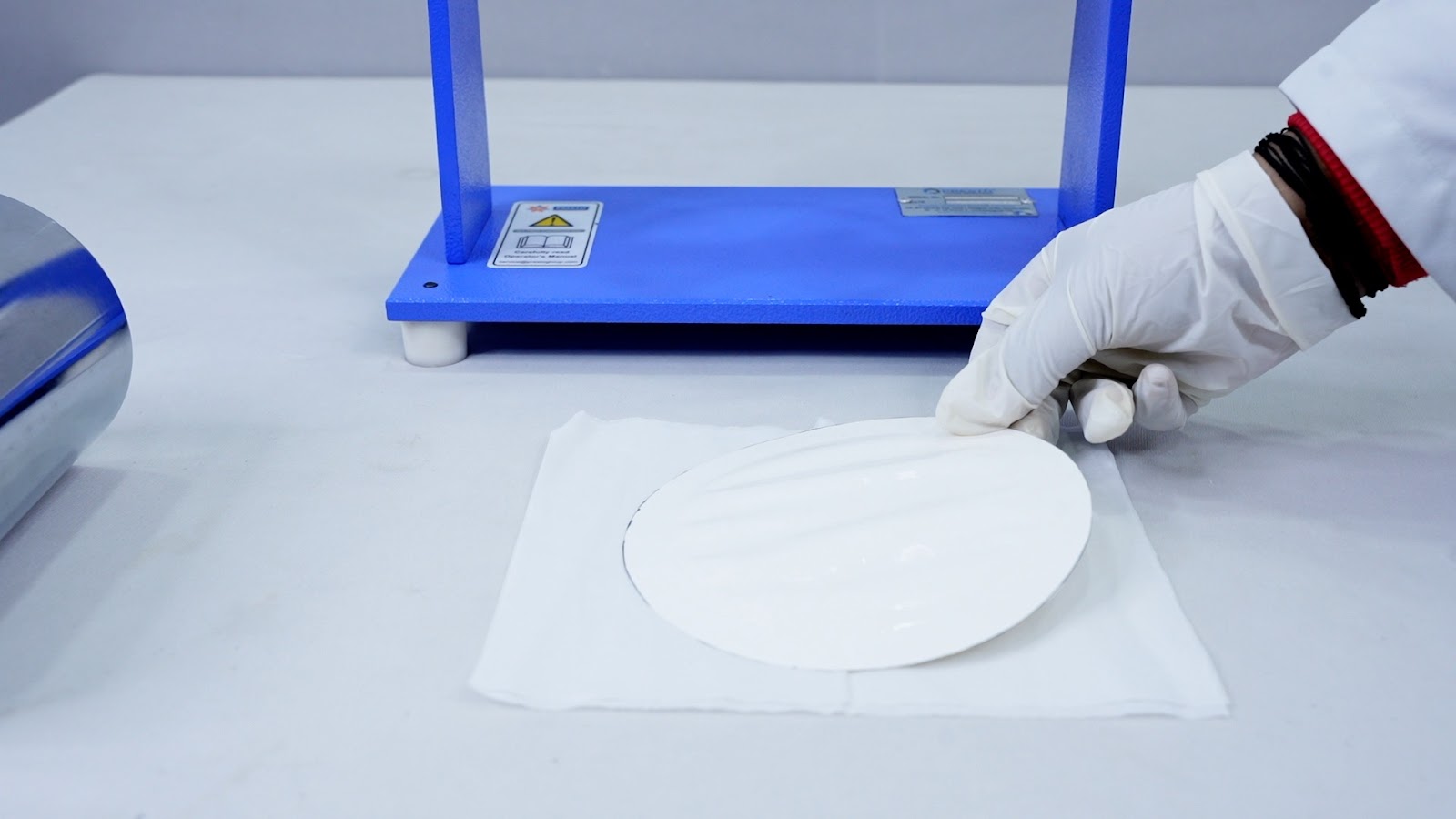
To calculate the Cobb value, a specific amount of water is dropped on a paper sample and allowed to absorb for 60 seconds. The paper is allowed to absorb a known amount of water and then measured in millilitres per square meter.
3. What is Cobb Testing Used For?
Therefore, the role of Cobb testing is to measure the amount of water that paper and cardboard can absorb. This gives manufacturers an avenue to check that their products meet the levels of moisture resistance that such products are supposed to, thus avoiding problems like damage during handling or packaging.
Change Your Paper Production Process Today
A Cobb tester is a tool any paper manufacturer should have in his arsenal for quality and reliability improvement. The simple design of this tool allows for the precise, repeatable measurement of water absorption. The Cobb tester for paper could surely minimize defects, waste, and delays in operation, saving money, time, and resources.
Do not let variable Cobb values mess up your production cycle. Invest in a Cobb Tester today and be assured that your paper products meet the best standards in terms of quality. For further information, please get in touch with Presto to help you move on to the next level in the paper quality control arena.
Phone: +91-9210 903 903
Mail: info@prestogroup.com
Recent News
- Paper & Packaging Testing Instruments
- Paint, Plating & Coating Testing Instruments
- Plastic & Polymer Testing Instruments
- Environmental Testing Chambers
- PET & Preform Testing Instruments
- Color Measuring Testing Instruments
- View Entire Range Instruments

Catalogue 2023
Get information about new product launches, research, innovation and endeavors at Presto.
download Free CopyNeed more information
Connect with us for your business enquiries. Generally we respond within one or two working days.
send enquiriesContact Us
Get a Quote